Managing Moisture in Pet Food Production
Media Type
News PostDate posted:
25th May 2022
Share post:

Managing moisture in pet food production
Moisture plays a key role in the quality of pet food. It needs to be carefully managed to ensure food safety and maximise production efficiencies. SmartMoisture, a new patented solution from Devenish can help support both.
Moisture levels in pet food production can reach as high as 25%-30% from the addition of water and steam in the mixer, conditioner and extruder before being reduced in the drier and cooler. Petfood is typically dried to a moisture content that is low enough to reach a water activity that is shelf stable. Typically, the moisture content is less than 10 percent, but this target varies between manufacturers and recipe formulations and is based upon achieving a water activity (aW) level that will not support pathogen growth.
It is key to reduce free water, the pre-curser to mould growth.
The rate at which moulds and bacteria grow during feed processing and storage depends on factors such as pH, temperature, oxygen availability, and most importantly, water activity of the food.
Moulds negatively impact product shelf life, reduce pet food palatability, and the spores may cause an immune response. Some moulds, such as Aspergillus, Fusarium and Penicillium, produce secondary fungal metabolites called mycotoxins. In pets, these mycotoxins can have a negative impact on pet health.
What is water activity and what impact can it have on feed?
Moisture content merely describes how much water is in the product. Water activity describes how much of that water is free and therefore available to microorganisms for growth. Hot temperatures cause water to migrate during storage, while humid conditions will result in condensation, both resulting in higher activities of free water. The growth of microorganisms will be hindered when the water activity of a pet food reaches below 0.9 for most bacterial pathogens and below 0.67 for most moulds. By managing the water activity of pet food during processing and storage, we can reduce the proliferation of microorganisms and ensure food safety.
Heat-treatment steps can kill bacterial pathogens such as Salmonella, but moulds are stable and won’t be destroyed. This has necessitated the need for alternative solutions.
Managing moisture in pet food production
Grains are generally hydrophobic, and water does not simply just get absorbed by them. Pet food manufactures will dry and cool dog food to lower moisture content in order to ensure low water activity levels insuring a prolong shelf life.
Lower moisture pet food comes at a cost as every 1% unnecessary moisture reduction equals 10kg pet food per ton lost. In addition, companies are spending more time and energy drying kibble down.
SmartMoisture allows pet food producers to safely produce and send out pet food with optimal moisture content but lower water activity. That means with SmartMoisture, moisture levels can be managed to ensure minimum drying and maximum yields while maintaining shelf-life stability.
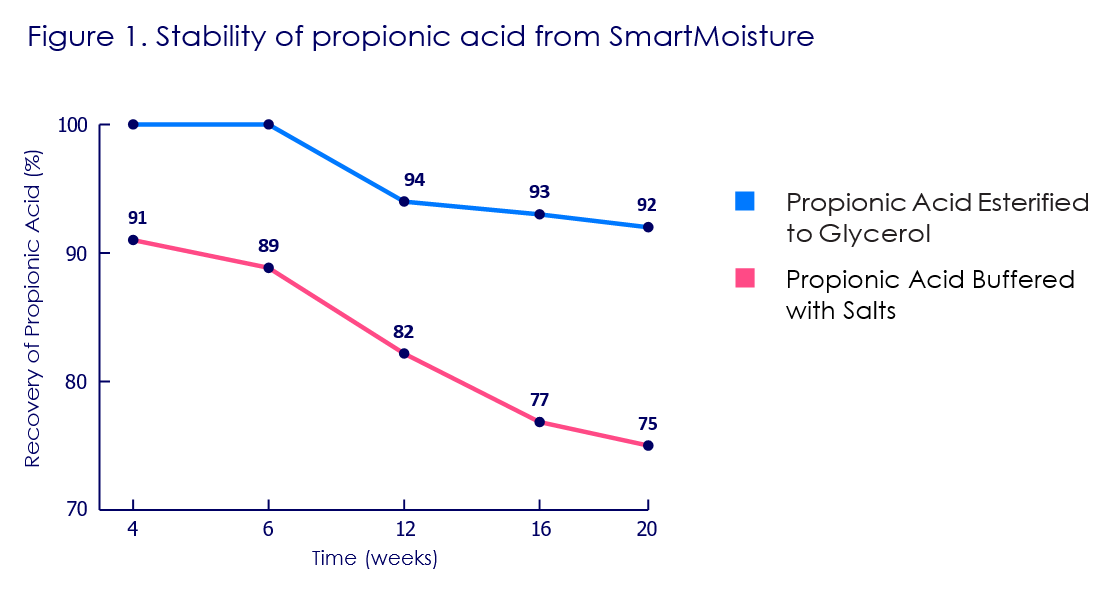
Stabilising propionic acid
SmartMoisture consists of a combination of propionic acid esterified to glycerol, buffered formic acid, and surfactants. It is 30% more concentrated than any other product on the market due to the stability of the glycerol esters. The propionic acid esterified to glycerol is a patented process used to buffer and stabilise propionic acid (Figure 1). It increases retention time of propionic acid in feed ensuring longer lasting microbial inhibition. Glycerol acts as a humectant and emulsifier and can hold up to 1,000 times its own weight. The surfactant reduces the water’s surface tension, therefore improving moisture distribution. Glycerol and the surfactant improve water absorption into feed particles and help to stabilise water activity.
European pet food trial
A trial was carried out in 2021 by a pet food producer who exports pet food globally. Due to transport challenges associated with shipping products to tropical regions, the company reduces feed moisture to below 7% to reduce the risk of microbial growth.
The trial assessed two treatments:
• Control: No SmartMoisture with moisture level reduced to 7%
• Treatment: Maximum of 750g/ton SmartMoisture inclusion with moisture level reduced to 9%
SmartMoisture was added in the mixer with all the usual liquid additions. Samples were taken after production and at bagging. Moisture percentage and water activity was measured.
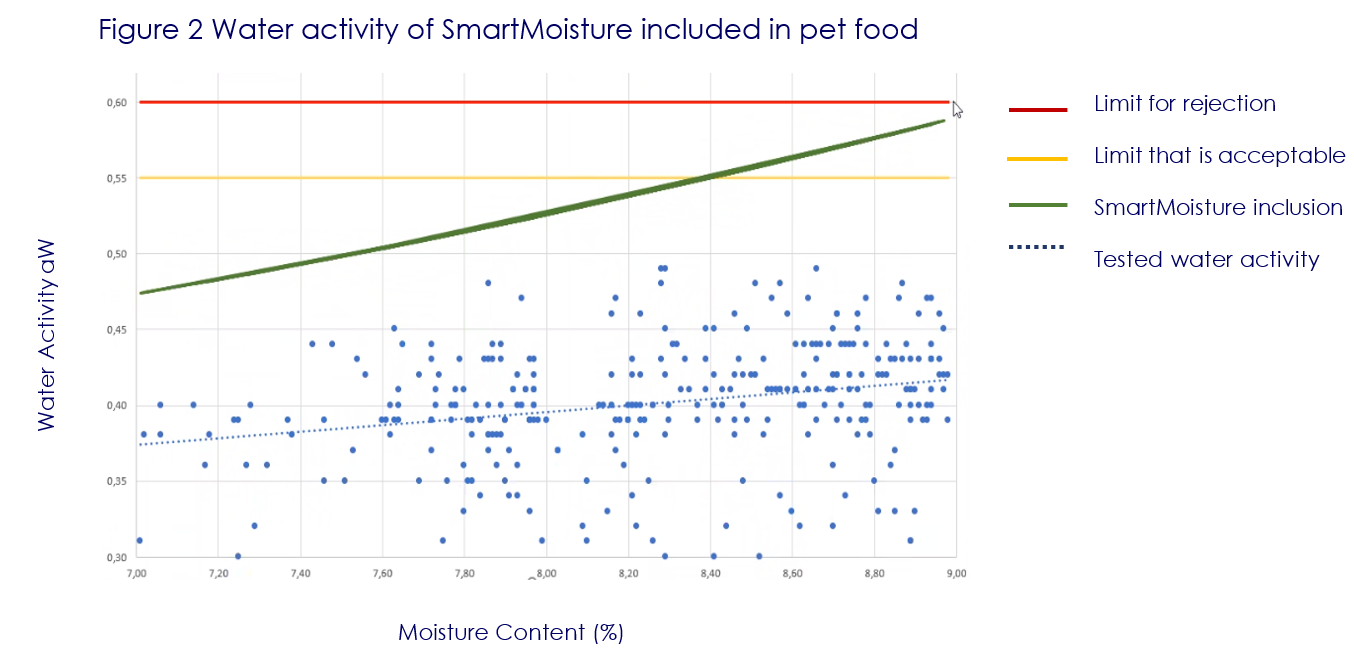
Results
SmartMoisture consistently kept aW below 0.5 even at higher moisture levels, thus allowing the dog food to be dried off to a higher moisture content. Bulk production increased without compromising quality. Throughput was also improved with kibble spending less time in the dryer and cooler.
The humectant properties of SmartMoisture stabilised the water activity when the dog food was dried to a higher moisture content. The propionic and formic acid, as part of the glycerol esters, were absorbed into the feed particles ensuring a stable product that is protected against microbial growth.
This gave this customer confidence to ship feed at higher moisture content, thereby increasing yield and profitability.
A second trial, carried out in at a dog food manufacturer delivered similar results. Additional moisture was included at 2% with a water/SmartMoisture solution. Final moisture saw an increase of up to 3% in the final dog food with water activity remaining within the targeted KPI levels. This showed the effect that SmartMoisture had on steam absorption. SmartMoisture gave improvements in production efficiency with extruder throughput improving up to 18.0%.
Multiple benefits for your business
SmartMoisture’s novel technology allows pet food manufacturers to:
• Manage moisture levels
• Keep water activity low and stable
• Protect feed against microbial and mould contamination
• Improve starch gelatinisation
• Save energy by reducing drying and cooling
• Increase throughput
For more information contact your local Devenish representative.